This is only the beginning.
But, I thought since I just bought a new car, I ought to make some stuff for it. And, being a car, that stuff ought to be made of metal. That meant getting over my fear of cutting metal with the XCarve. I’d done it a little bit before, but it took forever, used a ton of WD40 which ruined my wasteboard, and made a colossal mess. It also chewed through several bits.
That was back in the days of the 24v spindle. It’s the DeWalt era now. I also just got a new wasteboard, AND screwed a sacrificial MDF square on top of that to keep it nice. So, I took a deep breath and loaded up my design, and…
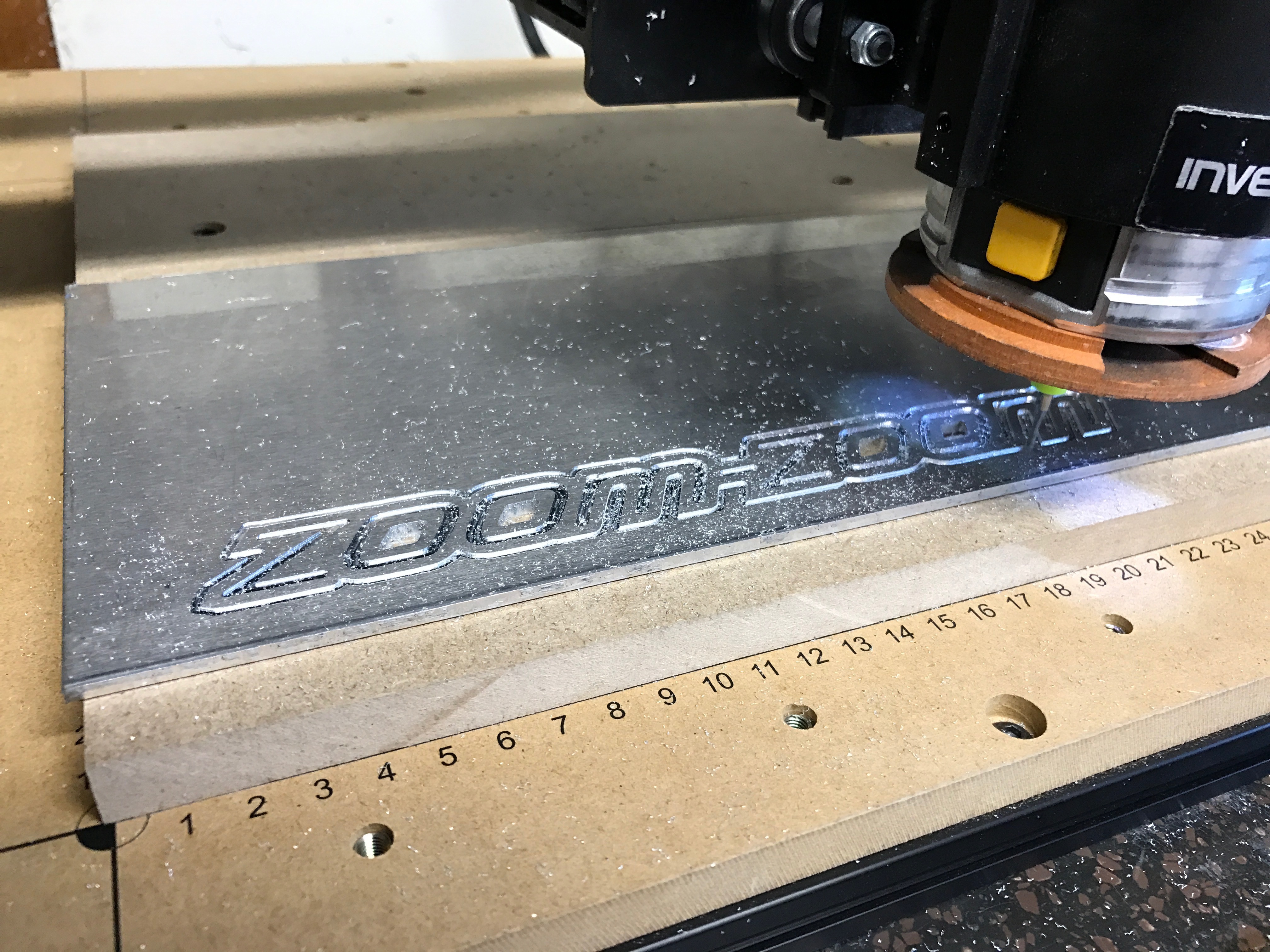
Oh boy it cut nicely. The edge finish wasn’t perfect, but it was MILES better than I did last time, and this was just using basic endmills from Drillman on ebay. I haven’t tried to get anything specifically for cutting aluminum yet.

Here is it, laid out on the cheapo license plate frame I bought for it. I wasn’t even trying but it fit exactly on the bezel.
I wanted to get a small bit of touch up paint in my car’s color, and paint the pocketed letters to match my car, but since it’s so new none of the dealerships have it. So I left it ‘naked’ for now. I may paint it later on.
Here’s how it looks on the car:

The moral of the story here is that the XCarve can do Aluminum pretty well. I went a little faster than the stock feed rate, 600mm/min, but kept the DOC to the .1mm standard. I made a front one and a back one, and each took about an hour. I cut each one dry, but kept the vacuum going for the pocketing operation and for the first layer of the profile. After that the chips were so fine they didn’t really pack up inside the cut until it hit the end.
In the future I think I’ll try to go deeper but slower and see if that gets the chip size a little better with more tool engagement. I’ll also likely get a few endmills specifically for aluminum and see if they make a difference on the edge finish.